














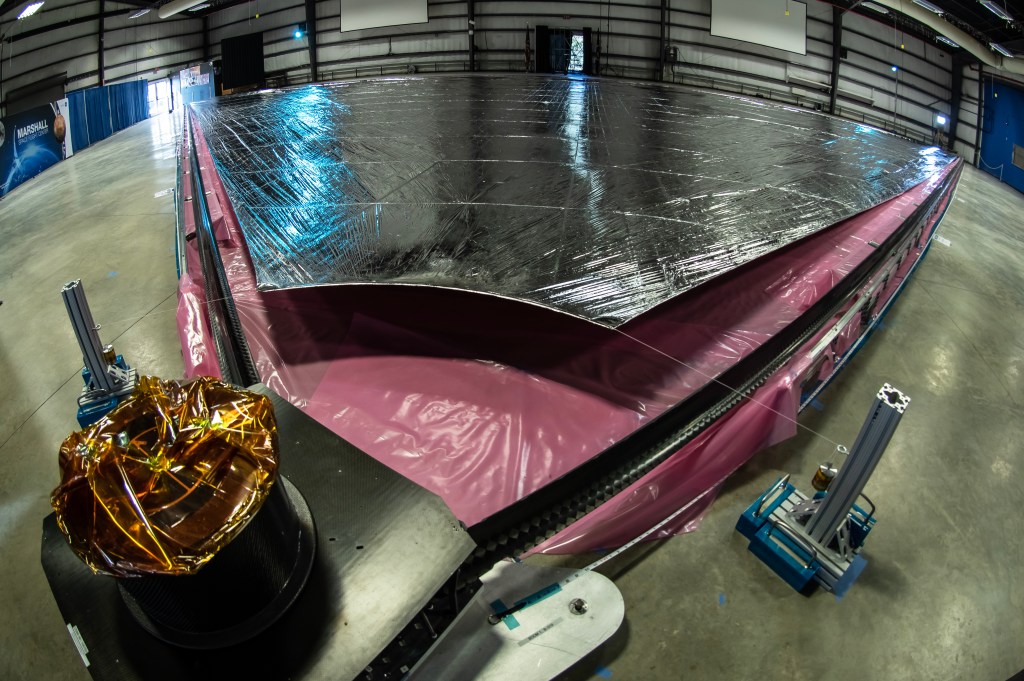







Michelle Rudd was recently tasked with a challenging job – to plan and execute the crushing of an 8-foot tall, 8-foot diameter metallic cylinder. She had just three months to analyze copious amounts of data, develop models and simulations, and come up with predictions for how and when that cylinder would buckle under a load that could reach 750,000 pounds.
The test was one of many conducted at Marshall Space Flight Center (MSFC) in an effort to develop new shell buckling knockdown factors for NASA’s future launch vehicles. These knockdown factors (KDFs) had not been updated since their development for NASA’s Apollo Program in the 1960s. The effort actually began in the 1930s, taking a few decades for NASA engineers to develop and calculate the unknown variability in the buckling loads that bear down on the thin-walled cylinders used on launch vehicles. The KDFs helped them design the Saturn-class rockets that carried Apollo astronauts into space to withstand the intense loads of launch.
Today, advancements in technology and materials, as well as a need to limit the mass and cost of launch vehicles used for deep space exploration, led the NESC to fund a Shell Buckling Knockdown Factor (SBKF) assessment to determine if the conservatisms applied to KDFs during the Apollo Era were still warranted today.
Results from many previous SBKF tests had already had a direct impact on the design of NASA’s Space Launch System. Eight subscale and two full-scale metallic cylinder tests led to the development of new knockdown factors, leveraging advanced computer modeling, testing, and analysis capabilities. The SBKF team was also able to factor in the effect weld lands, where the cylinder’s curved panels are welded together, had on the cylinder’s strength. The new KDFs have been put to use on the SLS core stage resulting in both mass and cost savings.
Ms. Rudd’s test was a bit different in its approach, however. The stiffened orthogrid metallic cylinder structure she would test to failure was formed without any weld lands. The goal of this activity was two-fold: first, to demonstrate the use of flow-forming technique in the fabrication of a large-scale single piece aluminum cylinder; and second, to demonstrate the improved buckling performance of a cylinder without weld lands. To accomplish this goal, the SBKF Project partnered with Langley Research Center, MSFC, and ATI Forged Products to design and fabricate an aluminum 8-foot-diameter orthogrid-stiffened single-piece metallic cylinder (i.e., with no weld lands). The cylinder acreage design is essentially the same as one of the previously tested welded metallic cylinders, so that a direct comparison between welded and single-piece cylinders could be made. The outcome would help determine whether eliminating weld lands would increase the load carrying capability of the cylinder.
“It was really exciting – the first big test that I had ever done,” said Ms. Rudd. “It was a bit nerve-racking, having that visibility and spotlight on you, when all of your predictions are on the line. It was a little intimidating. But everything went well.”
The cylinder buckled within 2.5% of her predictions and early indications show that eliminating the weld lands can increase load carrying capability by up to 28%. Ms. Rudd was pleased with the results, and happy that she didn’t buckle under the pressure of the task, even with MSFC management on site to watch the test. She had youth, enthusiasm, and a structural engineering degree on her side, as well as the confidence of the shell buckling team.
“We couldn’t have done it without her,” said Clint Cragg, the NESC SBKF assessment lead. “She’s really sharp and she doesn’t take no for an answer.”
Ms. Rudd came to the SBKF project in early 2014, about 5 years after the assessment got underway and quickly became an asset to the team. She was soon named the project manager because of her ability to quickly and efficiently organize the manufacturing of test articles and coordinate the many tasks associated with executing the mammoth tests.
“She’s very professional and on the ball,” said Dr. Mark Hilburger, who leads the SBKF team. “We’re a small, lean group and she helps us stay focused on the task at hand and meet deadlines and she does a great job of looking out for possible issues that could arise and developing a proactive plan to make sure things go smoothly.”
As a structural analyst, she is analyzing flight hardware. Working in the Loads and Strength Branch at MSFC, much of what she does is conceptual studies and analyzing ground support equipment. This test allowed her to experience the test to model correlation aspect of hardware development.
“I’ve learned so much from the Shell Buckling team. They taught me analysis and modeling techniques. I owe a lot of my success to them. I really enjoy my job and what I do. It’s hands on and I interface with a lot of different groups. It’s been such a great experience.”
Now that testing work is wrapping up on the metallic cylinders, the SBKF project has moved on to composite cylinders, where Ms. Rudd will resume her project manager duties. She will be working with Dr. Marc Shultz, who is leading the composite cylinder testing effort. “When she started working with Mark on the metallic work, we recognized how good she was,” he said. “I hope she sticks with us.”